Литье под давлением — это метод получения формованных изделий путем впрыскивания расплавленных под действием тепла пластиковых материалов в форму с последующим их охлаждением и отверждением.
Метод подходит для массового производства изделий сложной формы и занимает большое место в области обработки пластмасс.
Технологический цикл
Технологический цикл литья под давлением очень короткий, обычно от 2 секунд до 2 минут, и состоит из следующих четырех этапов:
зажим - Перед заливкой материала в пресс-форму обе половины пресс-формы должны быть надежно закрыты зажимным узлом. Каждая половина пресс-формы прикрепляется к машинам для литья под давлением, а одна половина может скользить. Зажимной узел с гидравлическим приводом сталкивает половинки пресс-формы вместе и прилагает достаточную силу, чтобы удерживать пресс-форму надежно закрытой во время впрыска материала. Время, необходимое для закрытия и зажима формы, зависит от машины — более крупные машины (с большей силой зажима) потребуют больше времени. Это время можно оценить по времени сухого цикла машины.
Инъекция - Сырой пластик, обычно в виде гранул, подается в машины для литья под давлением и продвигается к форме с помощью блока впрыска. Во время этого процесса материал плавится под действием тепла и давления. Затем расплавленный пластик очень быстро впрыскивается в форму, и нарастание давления уплотняет и удерживает материал. Количество впрыскиваемого материала называется выстрелом. Время впрыска трудно точно рассчитать из-за сложного и изменчивого потока расплавленного пластика в форму. Однако время впрыска можно оценить по объему впрыска, давлению впрыска и мощности впрыска.
Охлаждение - Расплавленный пластик, находящийся внутри формы, начинает остывать, как только соприкасается с внутренними поверхностями формы. Когда пластик остынет, он затвердеет и примет форму желаемой детали. Однако при охлаждении может произойти некоторая усадка детали. Упаковка материала на этапах литья под давлением позволяет дополнительному материалу затекать в форму и уменьшать видимую усадку. Форму нельзя открывать до тех пор, пока не истечет требуемое время охлаждения. Время охлаждения можно оценить по нескольким термодинамическим свойствам пластика и максимальной толщине стенки детали.
Выброс - По прошествии достаточного времени охлажденная деталь может быть вытолкнута из формы с помощью системы выталкивания, которая прикреплена к задней половине формы. Когда форма открывается, используется механизм для выталкивания детали из формы. Для извлечения детали необходимо приложить усилие, потому что во время охлаждения деталь сжимается и прилипает к форме. Чтобы облегчить извлечение детали, перед впрыскиванием материала на поверхности полости формы можно распылить антиадгезив. Время, необходимое для открытия пресс-формы и извлечения детали, может быть оценено по продолжительности сухого цикла машины и должно включать время, необходимое для выпадения детали из пресс-формы. После того, как деталь извлечена, форма может быть закрыта для впрыска следующей порции.
После цикла литья под давлением обычно требуется некоторая постобработка. Во время охлаждения материал в каналах формы будет затвердевать, прикрепленный к детали. Этот избыток материала вместе с любым возникшим облоем необходимо обрезать с детали, как правило, с помощью резаков. Для некоторых типов материалов, таких как термопласты, лом, полученный в результате такой обрезки, можно переработать, поместив его в дробилку для пластмасс, также называемую машинами для повторного измельчения или грануляторами, которая повторно измельчает лом в гранулы. Из-за некоторого ухудшения свойств материала повторно измельченный материал необходимо смешивать с сырьем в надлежащем соотношении измельченного материала для повторного использования в процессе литья под давлением.
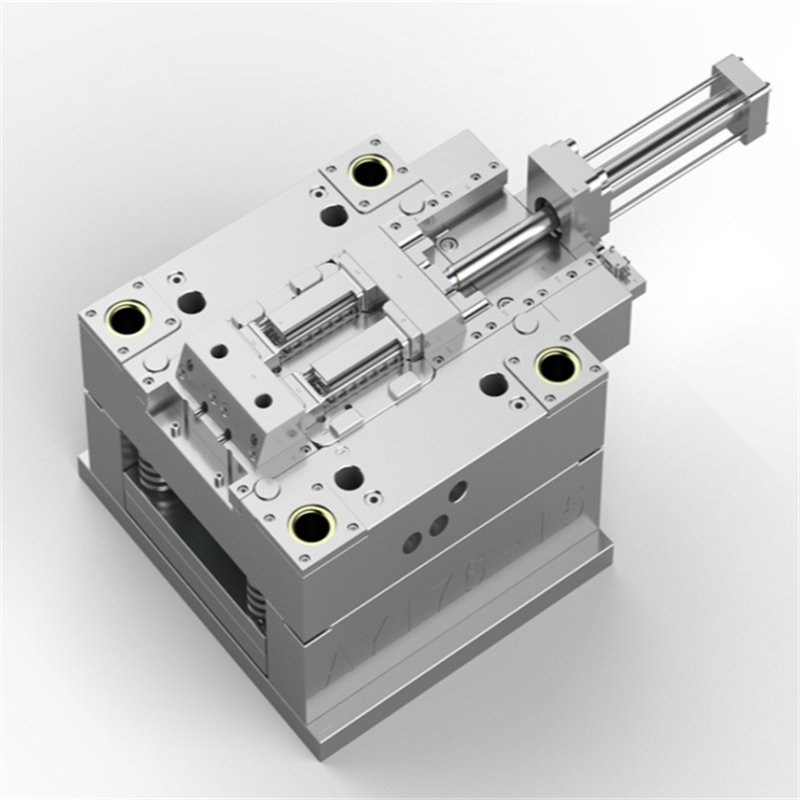
Инструменты
В процессе литья под давлением в качестве специальной оснастки используются формы, обычно изготовленные из стали или алюминия. Форма состоит из многих компонентов, но может быть разделена на две половины. Каждая половина крепится внутри машины для литья под давлением, а задняя половина может скользить, так что форму можно открывать и закрывать вдоль линии разъема формы. Двумя основными компонентами пресс-формы являются сердцевина пресс-формы и полость пресс-формы. Когда форма закрыта, пространство между сердцевиной формы и полостью формы образует полость детали, которая будет заполнена расплавленным пластиком для создания желаемой детали. Иногда используются многогнездные формы, в которых две половины формы образуют несколько одинаковых полостей деталей.
Стержень пресс-формы и полость пресс-формы крепятся к основанию пресс-формы, которое затем крепится к плитам внутри машины для литья под давлением. Передняя половина основания пресс-формы включает в себя опорную плиту, к которой крепится полость пресс-формы, литниковую втулку, в которую будет поступать материал из сопла, и установочное кольцо для совмещения основания пресс-формы с соплом. Задняя половина основания пресс-формы включает в себя систему выталкивания, к которой крепится стержень пресс-формы, и опорную плиту. Когда зажимной узел разделяет половинки пресс-формы, выталкивающая планка приводит в действие систему выталкивания. Штанга выталкивателя толкает пластину выталкивателя вперед внутрь коробки выталкивателя, которая, в свою очередь, вдавливает штифты выталкивателя в формованную деталь. Эжекторштифты выталкивают затвердевшую деталь из открытой полости формы.
Для того, чтобы расплавленный пластик мог затекать в полости пресс-формы, в конструкцию пресс-формы встроено несколько каналов. Сначала расплавленный пластик поступает в форму через литник. Дополнительные каналы, называемые желобами, переносят расплавленный пластик от литника ко всем полостям, которые должны быть заполнены. В конце каждого желоба расплавленный пластик поступает в полость через заслонку, которая направляет поток. Расплавленный пластик, который затвердевает внутри этих направляющих, прикрепляется к детали и должен быть отделен после извлечения детали из формы. Однако иногда используются горячеканальные системы, которые независимо нагревают каналы, позволяя содержащемуся материалу расплавляться и отделяться от детали. Еще один тип каналов, встроенных в пресс-форму, — это каналы охлаждения. Эти каналы позволяют воде течь через стенки формы, прилегающие к полости, и охлаждать расплавленный пластик.
Помимо направляющих и литников, существует множество других конструктивных вопросов, которые необходимо учитывать при проектировании пресс-форм. Во-первых, форма должна позволять расплавленному пластику легко затекать во все полости. Не менее важным является удаление затвердевшей детали из формы, поэтому к стенкам формы необходимо приложить угол уклона. Конструкция пресс-формы также должна учитывать любые сложные элементы детали, такие как подрезы или резьба, для которых потребуются дополнительные детали пресс-формы. Большинство этих устройств скользят в полость детали через боковую сторону пресс-формы и поэтому известны как направляющие или устройства бокового действия. Наиболее распространенным типом бокового действия является боковой стержень, который позволяет формовать внешний подрез. Другие устройства входят через конец пресс-формы в направлении разъема, например, внутренние стержневые подъемники, которые могут образовывать внутреннюю выточку. Чтобы влить резьбу в деталь, необходимо устройство для отвинчивания, которое может вращаться из формы после того, как резьба сформирована.


Литье под давлением - это метод формирования продукта путем впрыскивания расплавленного пластика в форму, а затем его охлаждения и отверждения, который подходит для массового производства и изделий сложной формы. В различных отраслях промышленности и промышленности используются не только пластиковые автомобильные детали, но и пластиковые детали для литья под давлением. наша повседневная жизнь. Мы предлагаем высококачественные недорогие услуги литья под давлением, пожалуйста, свяжитесь с нами для любых нестандартных пластиковых изделий.
УЧИТЬ БОЛЬШЕ
Литье под давлением является одним из наиболее часто используемых производственных процессов для создания пластиковых деталей. Благодаря своей высокой точности, воспроизводимости и экономической эффективности в масштабе литье под давлением используется для изготовления различных продуктов и деталей, от самых маленьких медицинских вкладышей до крупных автомобильных, аэрокосмических и оборонных деталей. Для процесса литья под давлением требуется машина для литья под давлением, сырьевой пластик и обработанная форма. Сырой пластиковый материал сначала плавится в узле впрыска, а затем впрыскивается в форму — чаще всего из стали или алюминия — где он охлаждается и затвердевает в окончательную пластиковую деталь. Ключевыми этапами процесса литья под давлением являются зажим, впрыск, охлаждение и выталкивание.
УЧИТЬ БОЛЬШЕ
Основные услуги, предлагаемые в отрасли Papler, включают в себя литье под давлением, многослойное литье и двухцветное литье под давлением, а также обработку на станках с ЧПУ. Обладая более чем 10-летним опытом, компания Papler может производить недорогие детали для литья под давлением из пластика, детали для литья под давлением и детали для литья под давлением в соответствии со спецификациями, чертежами или образцами клиентов.
УЧИТЬ БОЛЬШЕ
Литье под давлением и литье под давлением является наиболее часто используемым производственным процессом для изготовления пластиковых деталей. Это относится к методу, при котором при определенной температуре пластиковый материал, полностью расплавленный шнековым перемешиванием, впрыскивается в полость формы под высоким давлением, а затем охлаждается и затвердевает для получения продукта, полученного литьем под давлением. Этот метод действительно экономичен и подходит для массового производства деталей сложной формы. В основном есть шесть этапов: закрытие формы, впрыск клея, поддержание давления, охлаждение, открытие формы и удаление продукта. Литье также имеет самое большое разнообразие материалов, цветов и конфигураций по сравнению с обработкой на станках с ЧПУ или даже с 3D-печатью. Помимо материалов, отлитые под давлением детали могут иметь нестандартную косметику, полировку или текстуру поверхности.
УЧИТЬ БОЛЬШЕ
Литье под давлением – это производственный процесс, при котором расплавленный материал впрыскивается в форму под высоким давлением. Затем он охлаждается и затвердевает, чтобы получить конечный продукт. Когда вам нужно производить высокоэффективные массовые продукты с более высокой скоростью, литье под давлением является одним из лучших методов для достижения цели. Это один из самых надежных методов изготовления пластиковых деталей, который предлагает множество выгодных производственных свойств. Он широко используется во многих отраслях промышленности благодаря своим превосходным качествам, таким как возможность изготовления деталей сложной конструкции, огромный выбор материалов и цветов, повышенная прочность и многие другие.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это производственный процесс изготовления деталей путем впрыскивания расплавленного материала в пресс-форму или пресс-форму. Литье под давлением может выполняться с множеством материалов, в основном включая металлы (для которых этот процесс называется литьем под давлением), стекла, эластомеры, кондитерские изделия и, чаще всего, термопластичные и термореактивные полимеры. Материал для детали подается в нагретую бочку, перемешивается (винтовым шнеком) и впрыскивается в полость формы, где охлаждается и затвердевает до конфигурации полости.
УЧИТЬ БОЛЬШЕ
Для литья под давлением используется специальная машина, состоящая из трех частей: узла впрыска, пресс-формы и зажима. Детали, предназначенные для литья под давлением, должны быть очень тщательно спроектированы, чтобы облегчить процесс формования; необходимо учитывать материал, используемый для детали, желаемую форму и характеристики детали, материал формы и свойства формовочной машины. Широта конструктивных решений и возможностей способствует универсальности литья под давлением.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это производственный процесс для производства деталей в больших объемах. Чаще всего он используется в процессах массового производства, когда одна и та же деталь создается тысячи или даже миллионы раз подряд.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это метод получения формованных изделий путем впрыскивания расплавленных под действием тепла пластиковых материалов в форму с последующим их охлаждением и отверждением.Метод подходит для массового производства изделий сложной формы и занимает большое место в области обработки пластмасс.
УЧИТЬ БОЛЬШЕ
Литье пластмасс под давлением прототипа — это процесс, используемый для производства небольших или больших объемов нестандартных пластиковых деталей для коммерческого и промышленного использования. От сложных компонентов автомобильной безопасности до простых продуктов, таких как визитницы, приложения охватывают целый ряд отраслей. Наши специалисты по литью под давлением с нетерпением ждут возможности поработать с вами над вашим проектом по сборке пресс-формы в качестве следующего шага к изготовлению ваших формованных деталей по индивидуальному заказу.
УЧИТЬ БОЛЬШЕ
Литье пластмасс под давлением имеет низкую себестоимость производства, производит высокоточные пластмассовые детали и может работать с любым термопластичным материалом. Литье под давлением может обрабатывать большинство объемов производства, производить детали разных размеров и имеет высокую повторяемость.
УЧИТЬ БОЛЬШЕ
Пластиковые детали и компоненты, как известно, снижают затраты и повышают эффективность во многих отраслях, но нигде преимущества пластмасс не проявляются так ярко, как в производстве пластиковых деталей для автомобилей. Пластмассы обеспечивают повышенную эффективность использования топлива, улучшенную коррозионную стойкость, большую гибкость конструкции, превосходную долговечность, более высокую производительность и более низкие затраты. Удивительно податливый пластик также достаточно прочен, чтобы сохранять свою структуру и форму.
УЧИТЬ БОЛЬШЕ
3D-печатные инструменты для литья под давлением позволяют дизайнерам печатать и формовать несколько итераций детали. Это дает им свободу исследовать множество других дизайнов и уверенность в том, что их окончательный дизайн будет правильным.
УЧИТЬ БОЛЬШЕ
Литье пластмасс под давлением - это производственный процесс, который позволяет производить детали в больших объемах. Он работает путем впрыскивания расплавленных материалов в форму. Обычно он используется в качестве процесса массового производства для изготовления тысяч одинаковых предметов. Материалы для литья под давлением включают металлы, стекло, эластомеры и кондитерские изделия, хотя чаще всего он используется с термопластичными и термореактивными полимерами.
УЧИТЬ БОЛЬШЕ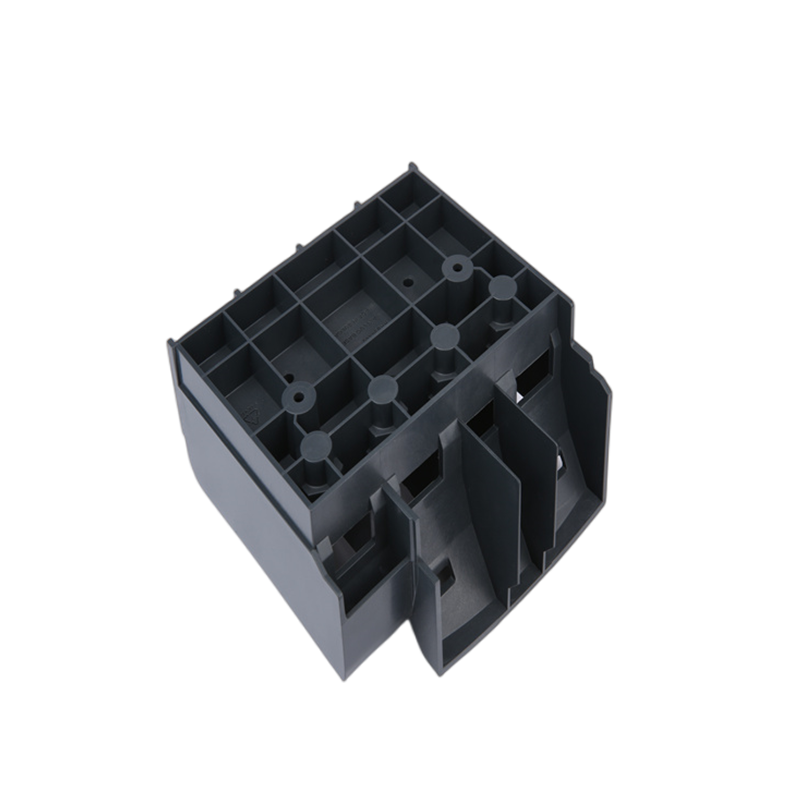
Компания Papler Industry Co., Ltd предлагает два варианта услуг по литью пластмасс под давлением — прототипирование и производство по требованию — каждый из которых предлагает свои преимущества в зависимости от потребностей вашего проекта. Если количество деталей больше, доступная цена детали важна, а быстрое производство на протяжении всего жизненного цикла продукта имеет решающее значение. Для этого идеально подходит наш вариант изготовления под заказ.
УЧИТЬ БОЛЬШЕ
литье пластмасс под давлением - бесценный процесс для создания пластиковых деталей. Этот процесс быстрый, дешевый и помогает создавать огромные объемы одинаковых объектов. Одним из наиболее значительных преимуществ литья под давлением является естественное качество поверхности отлитых деталей. Даже без обработки поверхности литьем под давлением или последующей обработки формованные детали имеют гладкую поверхность, подходящую для многих конечных применений.
УЧИТЬ БОЛЬШЕ
Papler Industry Co., Ltd занимается поставкой высококачественных изделий из пластика, изготовленных методом литья под давлением. Дизайн пластиковых изделий, изготовление пресс-форм для литья пластмасс под давлением высочайшего качества и технический опыт в области литья пластмасс под давлением являются ДНК нашей компании. От помощи клиентам в разработке их нестандартных пластиковых деталей до предложения услуг литья под давлением в небольших и больших объемах, литья под давлением прототипов и услуг по литью под давлением, мы постоянно расширяем наши возможности в соответствии с потребностями клиентов.
УЧИТЬ БОЛЬШЕ
Литье пластмасс под давлением — это производственный процесс, при котором смола в бочке нагревается до расплавленного состояния, а затем вливается в форму для формирования готовой детали из термопласта.
УЧИТЬ БОЛЬШЕ
Литье пластмасс под давлением является наиболее часто используемым процессом для изготовления пластиковых деталей. Этот процесс обеспечивает высокую производительность, обеспечивает повторяемость и высокую точность, позволяет гибко создавать сложные формы и демонстрирует низкие трудозатраты. Графика может быть добавлена путем комбинирования пластиковых деталей, отлитых под давлением, с покраской и лазерным травлением.
УЧИТЬ БОЛЬШЕ
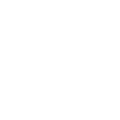
Пластиковые электронные коробки и корпуса предназначены для различного электронного оборудования, включая аудиопередатчики, видеопередатчики, игровые автоматы, устройства дистанционного управления, испытательное оборудование и многое другое. Эти корпуса изготовлены из АБС-пластика и отличаются исключительной долговечностью. Благодаря полному спектру производственного оборудования и строгому вниманию к производственным процессам, включая проектирование пресс-форм, литье под давлением, сборку и многое другое, мы гарантируем точность корпусов. Мы также предлагаем индивидуальные пластиковые электронные коробки и корпуса для удовлетворения особых требований.
УЧИТЬ БОЛЬШЕ
Функционально и эстетически освещение имеет важное значение для автомобилей. Современное освещение не только обеспечивает правильное зрение для водителя, но и способствует повышению безопасности за счет технологии адаптивного освещения в сочетании с передовыми системами помощи при вождении. Papler Industry Co., Ltd предлагает различные решения для пластиковых фар автомобилей.
УЧИТЬ БОЛЬШЕ
Литье пластмасс под давлением - это быстрая поставка прототипов, мостов и литьевых форм для производства, включая литье под давлением, литье под давлением и отливку из уретана.
УЧИТЬ БОЛЬШЕ
Литье термопластичных пластмасс под давлением — это производственный процесс, при котором создаются полностью функциональные детали путем впрыскивания пластиковой смолы в предварительно изготовленную форму. Он имеет несколько подкатегорий, таких как быстрое литье под давлением, которое лучше всего использовать для точной настройки прототипов до того, как продукт будет запущен в производство. Другая подкатегория, производственное литье под давлением, лучше всего подходит для полных серий продукции.
УЧИТЬ БОЛЬШЕ
Разработчики используют процесс литья термопластов под давлением для многих применений, поскольку он может производить все, от дверных панелей автомобилей до корпусов сотовых телефонов, с хорошей точностью и чистотой поверхности. Более того, это отраслевой стандарт для производства деталей из пластиковых форм, поэтому разработчики могут быть уверены, что выпускают качественный продукт, если они идут по этому пути в процессе разработки.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это процесс, при котором пластиковые гранулы расплавляются и впрыскиваются под высоким давлением в полость пресс-формы. Затем формованные детали выбрасываются, и процесс повторяется. Затем готовые изделия можно использовать как есть или в качестве компонента других изделий.
УЧИТЬ БОЛЬШЕ
При литье под давлением используется очень высокое давление, и обычно машина является гидравлической или, все чаще, электрической. Инструменты для производственного литья под давлением должны выдерживать высокое давление и изготавливаться из стали или алюминия. Потенциально высокая стоимость инструментов часто влияет на экономику применения литья пластмасс. Литье под давлением — эффективный способ изготовления нестандартных деталей.
УЧИТЬ БОЛЬШЕ
Литье под давлением - это форма, созданная на основе файла САПР. Это трудоемкая часть процесса, так как для создания формы требуется время. Такие формы обычно изготавливаются из алюминия или стали. После создания формы в нее впрыскивают термопластичную смолу, а затем оставляют для отверждения и формирования детали. Материал сначала подается в нагретый цилиндр, а затем запускается в форму для охлаждения и отверждения. После отверждения деталь вынимается из формы, и процесс начинается сначала, пока не будет завершен запуск детали.
УЧИТЬ БОЛЬШЕ
Литье под давлением — один из самых универсальных традиционных методов производства, позволяющий создавать сложные, прочные и надежные детали. Литье под давлением производит детали, которые служат множеству целей.
УЧИТЬ БОЛЬШЕ
После создания пресс-формы литье под давлением производит детали невероятно быстро, что делает его идеальным методом для крупносерийного производства.
УЧИТЬ БОЛЬШЕ
Благодаря широкому выбору пластмасс литье под давлением представляет собой гибкий процесс, позволяющий производить детали для различных отраслей промышленности.
УЧИТЬ БОЛЬШЕ
Процесс производства пластиковых деталей включает четыре основных этапа: придумать дизайн, выбрать производственный процесс, создать прототип и затем создать дизайн. Выбор опытного производителя пластиковых деталей, который может обеспечить поддержку и обратную связь на каждом этапе процесса, увеличивает ваши шансы на успех.
УЧИТЬ БОЛЬШЕ
Papler Industry предоставляет услуги по литью пластмасс под давлением для многих отраслей промышленности, включая потребительские товары, бытовую технику и товары для дома, OEM-производителей, упаковку, игрушки, мебель, чулочно-носочные изделия и швейную промышленность.
УЧИТЬ БОЛЬШЕ
Пластиковые корпуса предназначены для размещения и защиты чувствительных электронных и электрических компонентов в различных приложениях. Наши высококачественные и прочные пластиковые корпуса отлиты из огнестойкого АБС-пластика или ударопрочного поликарбоната для внутреннего или наружного применения, требующего неметаллических корпусов. Доступный во множестве размеров, форм и цветов, наш выбор гарантирует, что вы сможете найти правильное решение для любого применения.
УЧИТЬ БОЛЬШЕ
Пластиковые корпуса предназначены для размещения и защиты чувствительных электронных и электрических компонентов в различных приложениях. Наши высококачественные и прочные пластиковые корпуса отлиты из огнестойкого АБС-пластика или ударопрочного поликарбоната для внутреннего или наружного применения, требующего неметаллических корпусов.
УЧИТЬ БОЛЬШЕ
Литье под давлением создает множество пластиковых контейнеров и банок, в которые упаковываются потребительские товары. Другие продукты, полученные литьем под давлением, которые можно найти во многих домах, включают посуду для напитков, крышки для бутылок, контейнеры для растений, аксессуары для барбекю, сиденья для унитазов и уличную мебель.Пластмассы, используемые в литье под давлением, очень прочны для многократного использования и хорошо выдерживают погодные и температурные перепады при наружном применении.
УЧИТЬ БОЛЬШЕ
Литые изделия широко используются во всех областях народного хозяйства, таких как транспорт, упаковка, почта и телекоммуникации, связь, строительство, бытовая техника, компьютеры, аэрокосмическая промышленность, оборона и т. д. Они стали незаменимыми средствами производства и товаров народного потребления. .
УЧИТЬ БОЛЬШЕ
Машины для литья пластмасс под давлением с продуктами для литья под давлением имеют относительно большое разнообразие и широкий спектр применения, особенно в производстве оборудования и автомобилестроении, существуют различные формы для литья под давлением для аксессуаров.
УЧИТЬ БОЛЬШЕ
Пластмассы распространены повсеместно, и производители используют разные методы изготовления пластмассовых изделий. Одним из самых популярных среди этих методов является литье под давлением. Кроме того, производители используют этот процесс, потому что он экономически эффективен и помогает производить высококачественные детали.
УЧИТЬ БОЛЬШЕ
Хотя пластмассы не проводят электричество, они по-прежнему находят применение в электронной промышленности. В этой отрасли используется литье под давлением для производства электрических лицевых панелей и других электронных устройств.Кроме того, пластмассы, используемые производителями в электронной промышленности, часто долговечны и обладают отличной устойчивостью к электричеству. Применение литья под давлением включает производство пультов дистанционного управления, компьютеров, медицинских инструментов, телевизоров, брелоков и т. д.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это производственный процесс изготовления деталей путем впрыскивания расплавленного материала в пресс-форму или пресс-форму. Литье под давлением может выполняться с множеством материалов, в основном включая металлы (для которых этот процесс называется литьем под давлением), стекла, эластомеры, кондитерские изделия и, чаще всего, термопластичные и термореактивные полимеры. Материал для детали подается в нагретую бочку, перемешивается (винтовым шнеком) и впрыскивается в полость формы, где охлаждается и затвердевает до конфигурации полости. После того, как продукт разработан, обычно промышленным дизайнером или инженером, изготовитель форм (или инструментальный мастер) изготавливает формы из металла, обычно из стали или алюминия, и подвергает прецизионной механической обработке, чтобы сформировать элементы желаемой детали. Литье под давлением широко используется для изготовления самых разных деталей, от мельчайших компонентов до целых панелей кузова автомобилей. Достижения в технологии 3D-печати с использованием фотополимеров, которые не плавятся во время литья под давлением некоторых низкотемпературных термопластов, могут быть использованы для некоторых простых форм для литья под давлением.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это производственный процесс изготовления деталей путем впрыскивания расплавленного материала в пресс-форму или пресс-форму. Литье под давлением может выполняться с множеством материалов, в основном включая металлы (для которых этот процесс называется литьем под давлением), стекла, эластомеры, кондитерские изделия и, чаще всего, термопластичные и термореактивные полимеры. Материал для детали подается в нагретую бочку, перемешивается (винтовым шнеком) и впрыскивается в полость формы, где охлаждается и затвердевает до конфигурации полости. После того, как продукт разработан, обычно промышленным дизайнером или инженером, изготовитель форм (или инструментальный мастер) изготавливает формы из металла, обычно из стали или алюминия, и подвергает прецизионной механической обработке, чтобы сформировать элементы желаемой детали. Литье под давлением широко используется для изготовления самых разных деталей, от мельчайших компонентов до целых панелей кузова автомобилей. Достижения в технологии 3D-печати с использованием фотополимеров, которые не плавятся во время литья под давлением некоторых низкотемпературных термопластов, могут быть использованы для некоторых простых форм для литья под давлением.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это производственный процесс изготовления деталей путем впрыскивания расплавленного материала в пресс-форму или пресс-форму. Литье под давлением может выполняться с множеством материалов, в основном включая металлы (для которых этот процесс называется литьем под давлением), стекла, эластомеры, кондитерские изделия и, чаще всего, термопластичные и термореактивные полимеры. Материал для детали подается в нагретую бочку, перемешивается (винтовым шнеком) и впрыскивается в полость формы, где охлаждается и затвердевает до конфигурации полости. После того, как продукт разработан, обычно промышленным дизайнером или инженером, изготовитель форм (или инструментальный мастер) изготавливает формы из металла, обычно из стали или алюминия, и подвергает прецизионной механической обработке, чтобы сформировать элементы желаемой детали. Литье под давлением широко используется для изготовления самых разных деталей, от мельчайших компонентов до целых панелей кузова автомобилей. Достижения в технологии 3D-печати с использованием фотополимеров, которые не плавятся во время литья под давлением некоторых низкотемпературных термопластов, могут быть использованы для некоторых простых форм для литья под давлением.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это производственный процесс изготовления деталей путем впрыскивания расплавленного материала в пресс-форму или пресс-форму. Литье под давлением может выполняться с множеством материалов, в основном включая металлы (для которых этот процесс называется литьем под давлением), стекла, эластомеры, кондитерские изделия и, чаще всего, термопластичные и термореактивные полимеры. Материал для детали подается в нагретую бочку, перемешивается (винтовым шнеком) и впрыскивается в полость формы, где охлаждается и затвердевает до конфигурации полости. После того, как продукт разработан, обычно промышленным дизайнером или инженером, изготовитель форм (или инструментальный мастер) изготавливает формы из металла, обычно из стали или алюминия, и подвергает прецизионной механической обработке, чтобы сформировать элементы желаемой детали. Литье под давлением широко используется для изготовления самых разных деталей, от мельчайших компонентов до целых панелей кузова автомобилей. Достижения в технологии 3D-печати с использованием фотополимеров, которые не плавятся во время литья под давлением некоторых низкотемпературных термопластов, могут быть использованы для некоторых простых форм для литья под давлением.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это производственный процесс изготовления деталей путем впрыскивания расплавленного материала в пресс-форму или пресс-форму. Литье под давлением может выполняться с множеством материалов, в основном включая металлы (для которых этот процесс называется литьем под давлением), стекла, эластомеры, кондитерские изделия и, чаще всего, термопластичные и термореактивные полимеры. Материал для детали подается в нагретую бочку, перемешивается (винтовым шнеком) и впрыскивается в полость формы, где охлаждается и затвердевает до конфигурации полости. После того, как продукт разработан, обычно промышленным дизайнером или инженером, изготовитель форм (или инструментальный мастер) изготавливает формы из металла, обычно из стали или алюминия, и подвергает прецизионной механической обработке, чтобы сформировать элементы желаемой детали. Литье под давлением широко используется для изготовления самых разных деталей, от мельчайших компонентов до целых панелей кузова автомобилей. Достижения в технологии 3D-печати с использованием фотополимеров, которые не плавятся во время литья под давлением некоторых низкотемпературных термопластов, могут быть использованы для некоторых простых форм для литья под давлением.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это производственный процесс изготовления деталей путем впрыскивания расплавленного материала в пресс-форму или пресс-форму. Литье под давлением может выполняться с множеством материалов, в основном включая металлы (для которых этот процесс называется литьем под давлением), стекла, эластомеры, кондитерские изделия и, чаще всего, термопластичные и термореактивные полимеры. Материал для детали подается в нагретую бочку, перемешивается (винтовым шнеком) и впрыскивается в полость формы, где охлаждается и затвердевает до конфигурации полости. После того, как продукт разработан, обычно промышленным дизайнером или инженером, изготовитель форм (или инструментальный мастер) изготавливает формы из металла, обычно из стали или алюминия, и подвергает прецизионной механической обработке, чтобы сформировать элементы желаемой детали. Литье под давлением широко используется для изготовления самых разных деталей, от мельчайших компонентов до целых панелей кузова автомобилей. Достижения в технологии 3D-печати с использованием фотополимеров, которые не плавятся во время литья под давлением некоторых низкотемпературных термопластов, могут быть использованы для некоторых простых форм для литья под давлением.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это производственный процесс изготовления деталей путем впрыскивания расплавленного материала в пресс-форму или пресс-форму. Литье под давлением может выполняться с множеством материалов, в основном включая металлы (для которых этот процесс называется литьем под давлением), стекла, эластомеры, кондитерские изделия и, чаще всего, термопластичные и термореактивные полимеры. Материал для детали подается в нагретую бочку, перемешивается (винтовым шнеком) и впрыскивается в полость формы, где охлаждается и затвердевает до конфигурации полости. После того, как продукт разработан, обычно промышленным дизайнером или инженером, изготовитель форм (или инструментальный мастер) изготавливает формы из металла, обычно из стали или алюминия, и подвергает прецизионной механической обработке, чтобы сформировать элементы желаемой детали. Литье под давлением широко используется для изготовления самых разных деталей, от мельчайших компонентов до целых панелей кузова автомобилей. Достижения в технологии 3D-печати с использованием фотополимеров, которые не плавятся во время литья под давлением некоторых низкотемпературных термопластов, могут быть использованы для некоторых простых форм для литья под давлением.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это производственный процесс изготовления деталей путем впрыскивания расплавленного материала в пресс-форму или пресс-форму. Литье под давлением может выполняться с множеством материалов, в основном включая металлы (для которых этот процесс называется литьем под давлением), стекла, эластомеры, кондитерские изделия и, чаще всего, термопластичные и термореактивные полимеры. Материал для детали подается в нагретую бочку, перемешивается (винтовым шнеком) и впрыскивается в полость формы, где охлаждается и затвердевает до конфигурации полости. После того, как продукт разработан, обычно промышленным дизайнером или инженером, изготовитель форм (или инструментальный мастер) изготавливает формы из металла, обычно из стали или алюминия, и подвергает прецизионной механической обработке, чтобы сформировать элементы желаемой детали. Литье под давлением широко используется для изготовления самых разных деталей, от мельчайших компонентов до целых панелей кузова автомобилей. Достижения в технологии 3D-печати с использованием фотополимеров, которые не плавятся во время литья под давлением некоторых низкотемпературных термопластов, могут быть использованы для некоторых простых форм для литья под давлением.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это производственный процесс изготовления деталей путем впрыскивания расплавленного материала в пресс-форму или пресс-форму. Литье под давлением может выполняться с множеством материалов, в основном включая металлы (для которых этот процесс называется литьем под давлением), стекла, эластомеры, кондитерские изделия и, чаще всего, термопластичные и термореактивные полимеры. Материал для детали подается в нагретую бочку, перемешивается (винтовым шнеком) и впрыскивается в полость формы, где охлаждается и затвердевает до конфигурации полости. После того, как продукт разработан, обычно промышленным дизайнером или инженером, изготовитель форм (или инструментальный мастер) изготавливает формы из металла, обычно из стали или алюминия, и подвергает прецизионной механической обработке, чтобы сформировать элементы желаемой детали. Литье под давлением широко используется для изготовления самых разных деталей, от мельчайших компонентов до целых панелей кузова автомобилей. Достижения в технологии 3D-печати с использованием фотополимеров, которые не плавятся во время литья под давлением некоторых низкотемпературных термопластов, могут быть использованы для некоторых простых форм для литья под давлением.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это производственный процесс изготовления деталей путем впрыскивания расплавленного материала в пресс-форму или пресс-форму. Литье под давлением может выполняться с множеством материалов, в основном включая металлы (для которых этот процесс называется литьем под давлением), стекла, эластомеры, кондитерские изделия и, чаще всего, термопластичные и термореактивные полимеры. Материал для детали подается в нагретую бочку, перемешивается (винтовым шнеком) и впрыскивается в полость формы, где охлаждается и затвердевает до конфигурации полости. После того, как продукт разработан, обычно промышленным дизайнером или инженером, изготовитель форм (или инструментальный мастер) изготавливает формы из металла, обычно из стали или алюминия, и подвергает прецизионной механической обработке, чтобы сформировать элементы желаемой детали. Литье под давлением широко используется для изготовления самых разных деталей, от мельчайших компонентов до целых панелей кузова автомобилей. Достижения в технологии 3D-печати с использованием фотополимеров, которые не плавятся во время литья под давлением некоторых низкотемпературных термопластов, могут быть использованы для некоторых простых форм для литья под давлением.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это производственный процесс изготовления деталей путем впрыскивания расплавленного материала в пресс-форму или пресс-форму. Литье под давлением может выполняться с множеством материалов, в основном включая металлы (для которых этот процесс называется литьем под давлением), стекла, эластомеры, кондитерские изделия и, чаще всего, термопластичные и термореактивные полимеры. Материал для детали подается в нагретую бочку, перемешивается (винтовым шнеком) и впрыскивается в полость формы, где охлаждается и затвердевает до конфигурации полости. После того, как продукт разработан, обычно промышленным дизайнером или инженером, изготовитель форм (или инструментальный мастер) изготавливает формы из металла, обычно из стали или алюминия, и подвергает прецизионной механической обработке, чтобы сформировать элементы желаемой детали. Литье под давлением широко используется для изготовления самых разных деталей, от мельчайших компонентов до целых панелей кузова автомобилей. Достижения в технологии 3D-печати с использованием фотополимеров, которые не плавятся во время литья под давлением некоторых низкотемпературных термопластов, могут быть использованы для некоторых простых форм для литья под давлением.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это производственный процесс изготовления деталей путем впрыскивания расплавленного материала в пресс-форму или пресс-форму. Литье под давлением может выполняться с множеством материалов, в основном включая металлы (для которых этот процесс называется литьем под давлением), стекла, эластомеры, кондитерские изделия и, чаще всего, термопластичные и термореактивные полимеры. Материал для детали подается в нагретую бочку, перемешивается (винтовым шнеком) и впрыскивается в полость формы, где охлаждается и затвердевает до конфигурации полости. После того, как продукт разработан, обычно промышленным дизайнером или инженером, изготовитель форм (или инструментальный мастер) изготавливает формы из металла, обычно из стали или алюминия, и подвергает прецизионной механической обработке, чтобы сформировать элементы желаемой детали. Литье под давлением широко используется для изготовления самых разных деталей, от мельчайших компонентов до целых панелей кузова автомобилей. Достижения в технологии 3D-печати с использованием фотополимеров, которые не плавятся во время литья под давлением некоторых низкотемпературных термопластов, могут быть использованы для некоторых простых форм для литья под давлением.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это производственный процесс изготовления деталей путем впрыскивания расплавленного материала в пресс-форму или пресс-форму. Литье под давлением может выполняться с множеством материалов, в основном включая металлы (для которых этот процесс называется литьем под давлением), стекла, эластомеры, кондитерские изделия и, чаще всего, термопластичные и термореактивные полимеры. Материал для детали подается в нагретую бочку, перемешивается (винтовым шнеком) и впрыскивается в полость формы, где охлаждается и затвердевает до конфигурации полости. После того, как продукт разработан, обычно промышленным дизайнером или инженером, изготовитель форм (или инструментальный мастер) изготавливает формы из металла, обычно из стали или алюминия, и подвергает прецизионной механической обработке, чтобы сформировать элементы желаемой детали. Литье под давлением широко используется для изготовления самых разных деталей, от мельчайших компонентов до целых панелей кузова автомобилей. Достижения в технологии 3D-печати с использованием фотополимеров, которые не плавятся во время литья под давлением некоторых низкотемпературных термопластов, могут быть использованы для некоторых простых форм для литья под давлением.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это производственный процесс изготовления деталей путем впрыскивания расплавленного материала в пресс-форму или пресс-форму. Литье под давлением может выполняться с множеством материалов, в основном включая металлы (для которых этот процесс называется литьем под давлением), стекла, эластомеры, кондитерские изделия и, чаще всего, термопластичные и термореактивные полимеры. Материал для детали подается в нагретую бочку, перемешивается (винтовым шнеком) и впрыскивается в полость формы, где охлаждается и затвердевает до конфигурации полости. После того, как продукт разработан, обычно промышленным дизайнером или инженером, изготовитель форм (или инструментальный мастер) изготавливает формы из металла, обычно из стали или алюминия, и подвергает прецизионной механической обработке, чтобы сформировать элементы желаемой детали. Литье под давлением широко используется для изготовления самых разных деталей, от мельчайших компонентов до целых панелей кузова автомобилей. Достижения в технологии 3D-печати с использованием фотополимеров, которые не плавятся во время литья под давлением некоторых низкотемпературных термопластов, могут быть использованы для некоторых простых форм для литья под давлением.
УЧИТЬ БОЛЬШЕ СВЯЖИТЕСЬ С НАМИ
СВЯЖИТЕСЬ С НАМИ Адрес : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Адрес : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 Эл. адрес : roger@ppl2009.com
Эл. адрес : roger@ppl2009.com


 IPv6 ПОДДЕРЖИВАЕТСЯ СЕТЬЮ
IPv6 ПОДДЕРЖИВАЕТСЯ СЕТЬЮ