Литье под давлением является предпочтительным производственным процессом при производстве больших объемов относительно сложных металлических деталей и широко используется благодаря своей универсальности, надежности и точности. Литье под давлением устраняет все или большинство вторичных операций, необходимых для изготовления металлической детали; тем не менее, постобработка обычно используется для соблюдения более жестких допусков, критически важных для функционирования. Литые под давлением детали также могут быть подвергнуты последующей обработке с любой отделкой, которую могут получить их соответствующие аналоги, обработанные на станке с ЧПУ.
Что такое литье под давлением?
Литье под давлением — это тип литья металла, при котором используется высокое давление для подачи расплавленного металла в полость формы, образованную двумя штампами. Он имеет общие черты с процессом производства пластика литьем под давлением. В более широком ландшафте литья металлов литье под давлением является одним из самых популярных методов из-за его точности, высокого качества и уровня детализации. Более широкая категория литья металлов, существующая тысячи лет, включает в себя множество различных процессов литья, в которых используется форма для образования жидкого металла. Исторически сложилось так, что такой процесс обычно включал заливку жидкого металла в форму под действием силы тяжести, и многие процессы литья металлов до сих пор работают таким образом.
Как работает литье под давлением?
Проще говоря, литье металла под давлением работает с использованием высокого давления для подачи расплавленного металла в полость формы, которая образована двумя штампами из закаленной стали. Как только полость заполнена, расплавленный металл охлаждается и затвердевает, а штампы открываются, и детали можно извлечь. Однако на практике процесс состоит из многих этапов, и для работы с оборудованием для литья под давлением требуются квалифицированные инженеры.
Здесь мы разделим процесс литья под давлением на три этапа:
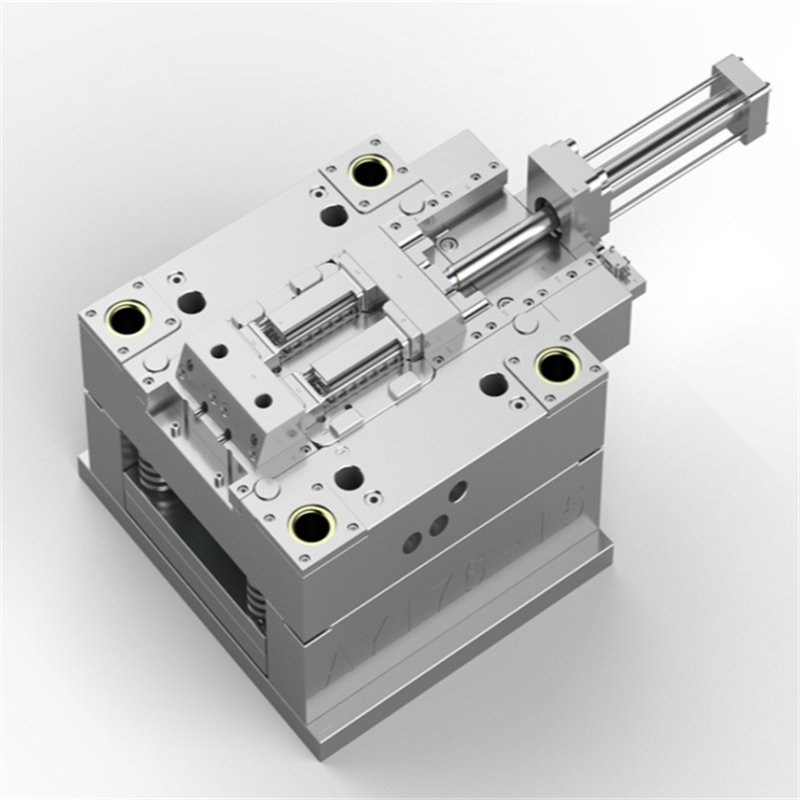
Как сделать форму для литья под давлением?
Форма для литья под давлением состоит как минимум из двух половин: крышки (установленной на неподвижной плите) и выталкивающей стороны (на подвижной плите). Некоторые штампы также имеют другие секции, такие как направляющие и стержни, которые используются для производства более сложных деталей, например, с отверстиями и резьбой. В зависимости от размера изготавливаемых деталей форма для литья под давлением может иметь несколько полостей, что позволяет производить несколько деталей за цикл. Оснастка для литья под давлением должна быть невероятно прочной и термостойкой, а также обладать хорошей износостойкостью и пластичностью. Поэтому они изготавливаются из высокопрочных закаленных инструментальных сталей, часто подвергающихся термообработке, что позволяет им выполнять сотни циклов литья в час и до двух миллионов циклов в течение всего срока службы. Инструменты для литья под давлением должны сохранять работоспособность при очень высоких усилиях зажима. Изготовление формы для литья под давлением начинается с автоматизированного проектирования (САПР), используемого в сочетании с инструментами проектирования и моделирования для конкретного литья. Как и в случае с пресс-формами для литья под давлением, инструменты для литья под давлением должны иметь литниковые отверстия, направляющие и заслонки, чтобы расплавленный материал мог попасть в полость. Стопорные штифты и выталкивающие штифты также должны быть включены для фиксации пресс-формы и облегчения извлечения. Цифровой дизайн пресс-формы позволяет создавать сложные формы и жесткие допуски. Обработка с ЧПУ широко используется для изготовления оснастки для литья под давлением. Как правило, изготовление форм для литья под давлением начинается с черновой обработки формы формы, за которой следует термообработка металлической формы, а затем, наконец, этап чистовой обработки. Штампы прототипа также могут быть изготовлены с использованием быстрых инструментов, с использованием станков с ЧПУ или других процессов, таких как селективное лазерное спекание (SLS).


Литье алюминия под давлением - это вид деталей для литья под давлением, через машину для литья под давлением в форму для литья под давлением, нагревание до жидкого алюминия или алюминиевого сплава, заливаемого во входное отверстие машины для литья под давлением, через литье под давлением машины для литья под давлением, литье формы в ограничивают форму и размер алюминиевых деталей или алюминиевых деталей, такие детали обычно называют алюминиевым литьем под давлением.
УЧИТЬ БОЛЬШЕ
Процесс литья под давлением — это производственный процесс, при котором расплавленный металл заливают или нагнетают в стальные формы. Формы, также известные как инструменты или штампы, изготавливаются из стали и разрабатываются специально для каждого проекта. Это позволяет создавать каждый компонент с точностью и воспроизводимостью. Алюминий, цинк и магний являются наиболее часто используемыми сплавами для литья под давлением.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это процесс литья металла, который характеризуется нагнетанием расплавленного металла под высоким давлением в полость формы. Полость пресс-формы создается с помощью двух штампов из закаленной инструментальной стали, которые были обработаны по форме и работают аналогично пресс-форме во время процесса. Большинство отливок изготавливаются из цветных металлов, в частности из цинка, меди, алюминия, магния, свинца, олова и сплавов на основе олова. В зависимости от типа отливаемого металла используется машина с горячей или холодной камерой.
УЧИТЬ БОЛЬШЕ
Литье под давлением — автоматизированный процесс литья, при котором жидкий расплав заливается в форму под высоким давлением (от 150 до 1200 бар) и при высокой скорости заполнения (до 540 км/ч). Обычно используются сплавы с низкой температурой плавления. Этот процесс литья под давлением особенно подходит для серийного и массового производства компонентов, поскольку, в отличие, например, от литья в песчаные формы, используются постоянные металлические формы, которые не нужно разрушать после литья. Можно изготавливать большие и сложные детали с малой толщиной стенок.
УЧИТЬ БОЛЬШЕ
Литье под давлением — один из самых экономичных и быстрых способов формовки. Преимущества этого производственного процесса заключаются в том, что с использованием всего одной формы можно относительно быстро изготовить сотни тысяч отливок. Все производимые компоненты имеют одинаковое качество и требуют относительно низких удельных затрат. В зависимости от температуры плавления металла выберите литье под высоким или низким давлением.
УЧИТЬ БОЛЬШЕ
Литье под давлением является чрезвычайно популярным производственным процессом для создания изделий из металлов. Литые под давлением детали производят высококачественные, однородные детали, которые могут быть созданы практически любого размера, геометрии детали, текстуры поверхности или отделки. Для них могут потребоваться минимальные вторичные процессы, поскольку многие функции могут быть интегрированы в конструкцию, например, шпильки, петли, просверленные отверстия и бобышки, и это лишь некоторые из них.
УЧИТЬ БОЛЬШЕ
Процесс литья под давлением включает в себя впрыскивание расплавленного металла с низкой температурой плавления, такого как цинк и алюминий, в форму для литья под давлением и охлаждение. В зависимости от точки плавления это происходит по двум различным механизмам (горячее и холодное камерное литье) и подходит для изготовления простых и сложных деталей из листового металла.
УЧИТЬ БОЛЬШЕ
Литье под давлением состоит из трех элементов: сплава, сырья, машины для литья под давлением и матрицы. Это процесс подачи расплавленного сплава (расплава) в пресс-форму под высоким давлением, который считается кратчайшим путем от сырья до продукта. На машине для литья под давлением установлены две половины формы, неподвижная и подвижная; при быстром затвердевании впрыснутого расплава подвижная матрица открывается и отливка вынимается. Так как он позволяет массово производить детали сложной конфигурации, имеющие 1) точные размеры, 2) точную отделку, 3) чистую поверхность и 4) отличную прочность; его заслуги высоко оцениваются, играя важную роль в металлообрабатывающей промышленности.
УЧИТЬ БОЛЬШЕ
Литье алюминия под давлением является методом выбора для многих автомобильных, промышленных и телекоммуникационных изделий. Он также часто используется для производства электрических, гидравлических и осветительных компонентов. Если вы хотите узнать больше о процессе литья под давлением алюминия под высоким давлением и вам нужна помощь в принятии решения о том, является ли это правильным выбором для вашего применения, пожалуйста, не стесняйтесь консультироваться с нами по поводу вашего индивидуального проекта, и мы можем подписать соглашение о неразглашении с ты.
УЧИТЬ БОЛЬШЕ
Литье алюминия под давлением используется для многих промышленных применений, например, в автомобильной промышленности, включая колеса, блоки и головки цилиндров, поршни, тормозные цилиндры и рычаги подвески. Прогнозируется, что замена литых алюминиевых компонентов на отливки из черных металлов в автомобильном секторе будет продолжать расти, поскольку автопроизводители продолжают искать возможности для снижения веса транспортных средств.
УЧИТЬ БОЛЬШЕ
Компания Papler Industry Co., Ltd имеет возможность работать с различными видами литья по выплавляемым моделям из нержавеющей стали, обеспечивая высокопрочные и устойчивые к коррозии детали. Наши услуги по литью по выплавляемым моделям из нержавеющей стали использовались для проектов в области транспорта, огнестрельного оружия, электротехники, инструментальной промышленности и т. д. Мы совершенствуем наши методы на протяжении десятилетий и являемся одним из самых надежных литейных предприятий в отрасли, занимающихся прецизионным литьем из нержавеющей стали.
УЧИТЬ БОЛЬШЕ
Литье под давлением является предпочтительным производственным процессом при производстве больших объемов относительно сложных металлических деталей и широко используется благодаря своей универсальности, надежности и точности. Литье под давлением устраняет все или большинство вторичных операций, необходимых для изготовления металлической детали; тем не менее, постобработка обычно используется для соблюдения более жестких допусков, критически важных для функционирования. Литые под давлением детали также могут быть подвергнуты последующей обработке с любой отделкой, которую могут получить их соответствующие аналоги, обработанные на станке с ЧПУ.
УЧИТЬ БОЛЬШЕ
Литье под давлением является процветающим аспектом производства металлоконструкций. Это испытанный, испытанный и проверенный метод, способствующий упорядоченному и высококачественному производству. Это не только экономичный способ изготовления нестандартных металлических деталей и компонентов, но также позволяет создавать сложные формы и сложные внутренние элементы. Если вы хотите узнать больше о наших услугах по литью сплавов под давлением, свяжитесь с Papler Industry Co., Ltd, чтобы получить бесплатное предложение по вашему проекту.
УЧИТЬ БОЛЬШЕ
Одним из наиболее значительных преимуществ алюминиевого литья под давлением является то, что из него получаются более легкие детали с большим количеством вариантов обработки поверхности, чем из других литых под давлением сплавов. Алюминий также может выдерживать самые высокие рабочие температуры из всех литых под давлением сплавов. Кроме того, литой алюминий универсален, устойчив к коррозии; он сохраняет высокую размерную стабильность с тонкими стенками и может использоваться практически в любой отрасли.
УЧИТЬ БОЛЬШЕ
Литье алюминиевых сплавов под давлением имеет важное значение для развития коммерческой деятельности во многих отраслях промышленности. Это возможно, потому что детали, изготовленные методом литья под давлением, универсальны и могут быть использованы для многих прибыльных целей. Например, вы можете использовать детали для литья под давлением для изготовления автомобилей, медицинских инструментов, военных инструментов и огнестрельного оружия, телекоммуникационного оборудования, электротехнической продукции и многих других вещей.
УЧИТЬ БОЛЬШЕ
В Papler Industry Co., Ltd каждый компонент, который мы производим, проектируется и проектируется в соответствии с точными спецификациями наших клиентов. Объем производства каждой детали, которую мы изготавливаем, может варьироваться от нескольких сотен до нескольких сотен тысяч деталей, отлитых под давлением. Свяжитесь с нами, чтобы узнать больше о наших предложениях услуг по литью под давлением.
УЧИТЬ БОЛЬШЕ
Не существует единого процесса, подходящего для каждого проекта. Каждый проект формы для литья под давлением отличается, поэтому Papler Industry Co., Ltd предлагает множество решений для всех потребностей литья под давлением. Это гарантирует, что правильный процесс всегда используется для правильного приложения.
УЧИТЬ БОЛЬШЕ
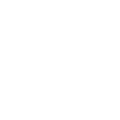
Papler Industry Co., Ltd имеет преимущество в производстве алюминиевых радиаторов для литья под давлением, высокого качества и низкой цены. Чтобы оправдать высокие ожидания клиентов, у нас теперь есть солидный персонал, чтобы предоставить вам лучшую всестороннюю помощь. Установить хорошее и прочное сотрудничество с вами в будущем!
УЧИТЬ БОЛЬШЕ
Процесс литья алюминия под давлением является высокоэффективным и экономичным методом производства высококачественных деталей. Сложные и геометрически сложные детали с уникальным дизайном можно легко производить серийно. Суть процесса заключается в разработке многоразовой формы или штампа, отлитого из стали.
УЧИТЬ БОЛЬШЕ
Литье под давлением является предпочтительным производственным процессом для крупных партий сложных металлических деталей из-за его надежности, точности и универсальности. И метод литья под давлением с холодной камерой, и метод литья под давлением с горячей камерой используют один и тот же общий подход, но они отличаются настройкой оборудования и подачей расплавленного металла. Выбор правильного метода будет зависеть от того, является ли проект разовой разработкой детали, применения детали и того, какой металл удовлетворит потребности производителя.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это универсальный, эффективный и экономичный процесс производства инженерных металлических деталей. Литье под давлением предлагает более широкий диапазон форм и компонентов, чем любой другой метод производства. Для процесса литья под давлением требуется стальная форма. Эти многоразовые стальные формы, называемые штампами, могут быть разработаны для производства сложных форм с высокой степенью точности и воспроизводимости. Штампы устанавливаются в машину, которая впрыскивает расплавленный металл в штампы под высоким давлением. Как только расплавленный металл затвердеет, пресс-форма открывается, и отливка выталкивается из формы. Затем матрица закрывается, и процесс начинается заново.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это производственный процесс, который обычно используется для изготовления алюминиевых деталей с точными размерами, четко очерченными, гладкими или текстурированными поверхностями. Это достигается путем прессования расплавленного алюминия под высоким давлением в многоразовые алюминиевые формы для литья под давлением.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это процесс литья под высоким давлением, при котором расплавленный металл подается в полость пресс-формы (инструмента или оснастки). Полость пресс-формы состоит из двух штампов из закаленной инструментальной стали. Используется горяче- или холоднокамерная машина на основе литого металла. Мы предлагаем услуги литья под давлением из различных материалов, которые позволяют получить точные и сложные формы. Литье под давлением может производить широкий спектр деталей с идеальной отделкой и удивительной детализацией.
УЧИТЬ БОЛЬШЕ
Алюминиевый сплав был самым распространенным материалом, используемым в конструкции литых под давлением деталей корпуса светодиодного фонаря. Это неудивительно, так как он имеет много преимуществ, таких как хорошее тепловыделение, прочность, высокое соотношение легкости и веса, эстетичность, долговечность, а также способность к переработке. Эти особенности делают его идеальным вариантом для материала корпуса светодиодного светильника.
УЧИТЬ БОЛЬШЕ
Литой под давлением корпус — это процесс производства больших объемов. В ограниченной степени, поскольку литой корпус является продуктивной, консервативной технологией, которая предлагает более широкий спектр деталей практически во всех технических областях.
УЧИТЬ БОЛЬШЕ
Небольшой литой алюминий часто используется в автомобильной промышленности как прочная и легкая альтернатива стали и железу. Его электрические и теплопроводные свойства делают его подходящим для телекоммуникаций и компьютерной промышленности. Его легкий вес делает его отличным выбором для портативных приложений.
УЧИТЬ БОЛЬШЕ
Литье алюминия под давлением - это производственный процесс для производства алюминиевых деталей для литья под давлением точного размера, с четко очерченными, гладкими или текстурированными поверхностями с использованием многоразовых форм, называемых штампами. Процесс литья алюминия под давлением включает использование печи, алюминиевого сплава, машины для литья под давлением и матрицы.
УЧИТЬ БОЛЬШЕ
Чтобы удовлетворить разнообразные требования промышленности, мы предлагаем широкий ассортимент литых под давлением алюминиевых корпусов для светодиодных фонарей. Помимо предлагаемых нами продуктов, мы можем поставить новые/различные конструкции алюминиевых литых изделий, корпусов светодиодных светильников, а также в соответствии с требованиями покупателя.
УЧИТЬ БОЛЬШЕ
Компания Papler Industry Co., Ltd имеет обширный опыт работы в отрасли, включая литье деталей двигателей, деталей трансмиссии, деталей подвески и т.д. Автомобильное литье под давлением способно работать с жесткими допусками и гладкими поверхностями при соблюдении быстрых и экономичных производственных графиков. Наши услуги по литью под высоким давлением идеально подходят для автомобильной промышленности, от первоначальной подготовки пресс-формы и манипуляций до высокоточной обработки и испытаний.
УЧИТЬ БОЛЬШЕ
Литье под давлением становится одним из наиболее надежных методов производства. Литье под давлением используется в производстве широкого спектра продуктов, которые можно найти практически в любой отрасли или отрасли, о которой вы только можете подумать. Конечно, как и в случае с другими процессами литья металлов под давлением, качество изделий, полученных литьем под давлением, зависит от качества металлов, используемых в их производстве. Исходные металлы будут влиять на общее качество, долговечность и эстетический вид готового продукта.
УЧИТЬ БОЛЬШЕ
Papler Industry Co.,Ltd имеет два процесса литья металлов для производства автомобильных деталей. Одним из них является процесс литья под давлением. В зависимости от приложенного давления существует два типа процессов литья под давлением: литье под высоким давлением и литье под низким давлением. Используя процесс литья под давлением, мы можем производить практически все алюминиевые детали автомобилей, такие как блок цилиндров, головка цилиндра, поршень, шатун, корпус коробки передач, ступица колеса, корпус насоса, корпус карбюратора, крышка клапана, корпус блока рулевого управления, корпус сцепления. , и т.д.
УЧИТЬ БОЛЬШЕ
Литье под давлением является экономичным способом производства больших партий изделий сложной формы из легких металлов с высокой точностью. Расплавленные металлы вводятся с высокой скоростью в водоохлаждаемую металлическую форму или форму посредством процесса впрыска. Расплавленный металл превращается в твердое вещество при контакте с холодной водой.
УЧИТЬ БОЛЬШЕ
Литье под давлением включает выдавливание расплавленного металла в полость формы под высоким давлением, а затем выдерживание металла под давлением во время затвердевания. Давление создается за счет действия гидравлического поршня, который впрыскивает расплавленный металл через стальную форму в форму. Металлическая отливка удаляется из формы после затвердевания, и процесс повторяется с использованием той же постоянной формы. Этот процесс подходит для очень высокой скорости производства из-за высокой скорости затвердевания отливки. Этим методом отливают многие алюминиевые и магниевые сплавы.
УЧИТЬ БОЛЬШЕ
Литье под давлением является хорошо зарекомендовавшим себя методом литья, особенно подходящим для полностью автоматического, высокопроизводительного и крупносерийного производства сложных деталей, имеющих форму, близкую к заданной, с массой деталей от нескольких граммов до более 15 кг.
УЧИТЬ БОЛЬШЕ
Литье алюминия под давлением оказалось идеальным методом для создания корпусов светодиодов для различных компонентов деталей из различных материалов. Многие свойства алюминия делают его идеальным металлом для литья под давлением. Изготовленные на заказ алюминиевые корпуса для литья под давлением драгоценны, уникальны и неизбежны в легкой промышленности.
УЧИТЬ БОЛЬШЕ
Наконечник плунжера является важным элементом процесса литья алюминия под давлением. Его успешная работа зависит от ряда факторов, в первую очередь от его эффективного взаимодействия с круглой, прямой, термически и, следовательно, размерно стабильной дробовой гильзой.
УЧИТЬ БОЛЬШЕ
Дробеструйная гильза является важным элементом процесса литья алюминия под давлением. Для достижения максимальной производительности, а также максимального срока службы как дробеструйной втулки, так и наконечника плунжера, плунжер должен постоянно двигаться плавно и с постоянной скоростью через идеально круглую, прямую дробеструйную втулку.
УЧИТЬ БОЛЬШЕ
Для повышения отношения прочности к массе отливки ее необходимо подвергнуть термообработке. Температура термообработки может достигать 400ºC и продолжаться до 24 часов. Воздух, попавший внутрь, может расшириться и вызвать образование пузырей во время термообработки, особенно для алюминиевых сплавов.
УЧИТЬ БОЛЬШЕ
Один из самых универсальных металлов, алюминий и его сплавы получили широкое распространение в бесчисленных областях применения. Рынок алюминиевых сплавов является одним из наиболее широко используемых цветных металлов в машиностроении благодаря превосходным физическим свойствам. Быстро растущее городское население увеличило спрос на передовые строительные материалы для строительства жилых и коммерческих зданий, а также другой инфраструктуры, такой как мосты и эстакады.
УЧИТЬ БОЛЬШЕ СВЯЖИТЕСЬ С НАМИ
СВЯЖИТЕСЬ С НАМИ Адрес : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Адрес : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 Эл. адрес : roger@ppl2009.com
Эл. адрес : roger@ppl2009.com


 IPv6 ПОДДЕРЖИВАЕТСЯ СЕТЬЮ
IPv6 ПОДДЕРЖИВАЕТСЯ СЕТЬЮ