
Papler Industry Co.,Ltd использует быстрое литье под давлением, технологически управляемый процесс, в котором используется автоматизация производства. CAD-модели отправляются прямо на производственный участок, где начинается фрезерование формы, но в большинстве случаев формы изготавливаются из алюминия, а не из стали. Это позволяет использовать более быструю и экономичную оснастку по сравнению с традиционными стальными формами.
Оборудование для литья под давлением
Машина для литья пластмасс под давлением, также известная как прессы, состоит из бункера для материала, плунжера для литья под давлением или винтового плунжера и нагревательного блока. Формы крепятся к плите формовочной машины, где пластик впрыскивается в форму через литниковое отверстие. Прессы оцениваются по тоннажу, что является расчетом силы зажима, которую может оказать машина. Если пластиковый материал очень жесткий, для заполнения формы потребуется большее давление впрыска, поэтому для удержания формы в закрытом состоянии требуется больший тоннаж зажима. Требуемое усилие также может определяться используемым материалом и размером детали, для более крупных пластиковых деталей требуется более высокое усилие зажима.
Пресс-форма или штамп относится к инструментам, используемым для производства пластиковых деталей для литья под давлением. Традиционно пресс-формы для литья под давлением были дорогими в производстве и использовались только в крупносерийном производстве, когда производились тысячи деталей. Формы обычно изготавливаются из закаленной стали, предварительно закаленной стали, алюминия и/или бериллиево-медного сплава. Выбор материала для изготовления пресс-форм – это, прежде всего, вопрос экономики. стальная пресс-форма обычно стоит дороже, но обеспечивает более длительный срок службы, который компенсирует более высокие первоначальные затраты по сравнению с большим количеством деталей, изготовленных до износа. Алюминиевые формы стоят значительно меньше, чем стальные формы, и когда используется алюминий более высокого качества, такой как авиационный алюминий QC-7 и QC-10, и обрабатывается на современном компьютеризированном оборудовании, они могут быть экономичными для литья сотен тысяч деталей. Алюминиевые формы также обеспечивают быстрый оборот и более быстрые циклы из-за лучшего рассеивания тепла. Они также могут быть покрыты для повышения износостойкости материалов, армированных стекловолокном. Бериллиевая медь используется в областях формы, где требуется быстрый отвод тепла, или в областях, где выделяется наибольшее количество тепла сдвига.
Цикл литья под давлением
Последовательность событий во время литья пластмассовой детали под давлением называется циклом литья под давлением. Цикл начинается, когда форма закрывается, после чего в полость формы впрыскивается полимер. Когда полость заполнена, удерживающее давление поддерживается для компенсации усадки материала. На следующем шаге винт поворачивается, подавая следующий выстрел на передний винт. Это заставляет винт втягиваться, когда готовится следующий выстрел. Как только деталь достаточно остынет, форма открывается, и деталь выталкивается.

Papler Industry является опытным производителем пресс-форм для литья под давлением. За годы работы мы создали множество инструментов и можем предложить вам решения в каждой области. Мы можем предложить нашу новую систему лазерной сварки Laserstar, чтобы помочь вам со всеми вашими ремонтными или техническими изменениями. Свяжитесь с нами, чтобы получить предложение по вашему проекту.
УЧИТЬ БОЛЬШЕ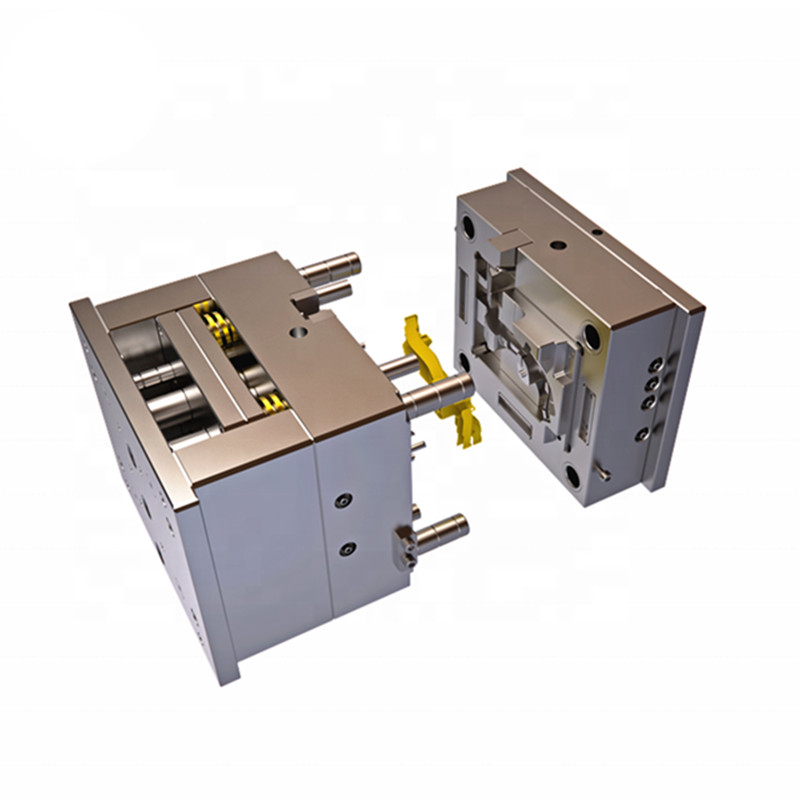
Литье под давлением — популярный производственный процесс для изготовления большого количества пластиковых деталей из материалов, называемых термопластами. Это процесс плавления пластика, заливки его в форму, а затем повторения процесса для изготовления тысяч или даже миллионов одинаковых деталей.
УЧИТЬ БОЛЬШЕ
Литье пластмасс под давлением идеально подходит для пластиковых деталей, где успех зависит от достижения определенных механических или эстетических характеристик. Не чужды сложности, задачи проектирования действительно подстегивают наше стремление к инновациям для вас.
УЧИТЬ БОЛЬШЕ
Пресс-форма – это специальный инструмент для литья под давлением. Производители формованных деталей на заказ проектируют и изготавливают пресс-формы специально для той детали, которую они будут производить. Когда производственный цикл детали завершен, специалисты заменяют пресс-форму новой пресс-формой для следующей детали, которую им необходимо изготовить.
УЧИТЬ БОЛЬШЕ
АБС-пластики являются термопластами и применяются во многих отраслях промышленности, требующих производства прочных и ударопрочных материалов. Будучи термопластичным материалом, ABS не горит при нагревании. Вместо этого он становится жидким в процессе литья под давлением из АБС-пластика, что упрощает литье под давлением и переработку.
УЧИТЬ БОЛЬШЕ
Конструкция стержня и полости пресс-форм для литья пластмасс под давлением придает конечному изделию форму, но есть несколько других функций инструмента, которые имеют решающее значение для правильного формирования конечного продукта. Инструмент отводит большую роль правильной скорости охлаждения формованной пластиковой детали. Если пластиковый материал схватывается с неправильной скоростью, могут возникнуть деформации и напряжение. Материал инструмента следует выбирать с учетом скорости охлаждения. Некоторые пластмассовые материалы могут нуждаться в формовании в инструменте с водяным охлаждением.
УЧИТЬ БОЛЬШЕ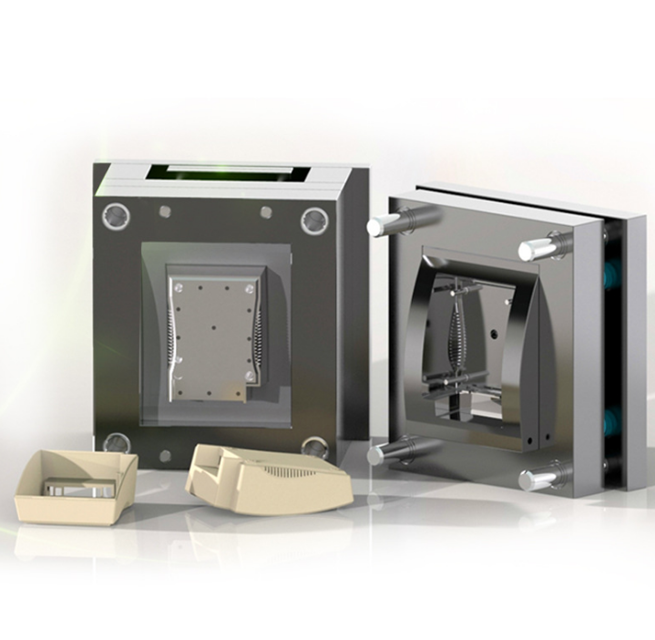
Компания Papler Industry является производителем пресс-форм для литья под давлением в Китае. С нашим внутреннимпрецизионное производственное оборудование, мы можем предложить несколько услуг: дизайн продукта,дизайн пресс-форм, изготовление пресс-форм и литье под давлением.
УЧИТЬ БОЛЬШЕ
Литье пластмасс под давлением — это процесс проталкивания или впрыскивания расплавленного пластика в полость пресс-формы. Пластичная смола подается в нагретую бочку, перемешивается и впрыскивается в инструмент, где охлаждается и затвердевает до конфигурации полости формы. Процесс формования Papler Industry Co., Ltd идеально подходит для больших или малых производственных циклов и может решать задачи сложной геометрии.
УЧИТЬ БОЛЬШЕ
Высокоточные пресс-формы для воспроизведения структурированных оптических элементов, таких как линзы Френеля или массивы призм, изготавливаются с помощью алмазной обработки или прецизионной шлифовки. В некоторых случаях качество поверхности воспроизведенных компонентов недостаточно для удовлетворения растущих требований, касающихся шероховатости поверхности и точности формы для оптических приложений. Поэтому может потребоваться последующая полировка конструкций. В рамках этой работы структурированные формы были обработаны недавно разработанным процессом абразивной полировки, лазерной полировкой и обработкой абразивным потоком. В этой статье основное внимание уделяется механизмам удаления материала и достижимому качеству поверхности при абразивной полировке. Качество поверхности сравнивается с качеством, достигаемым при лазерной полировке и абразивно-струйной обработке.
УЧИТЬ БОЛЬШЕ
Прототипы пресс-форм для литья пластмасс под давлением производят настоящие детали, отлитые под давлением, для функциональных испытаний. Они также могут служить в качестве промежуточного инструмента, чтобы заполнить производственный пробел для производственного инструмента. Прототип формовки изготавливается быстро; деталь имеет форму и функциональность, необходимые пластиковому прототипу детали для проверки формы, подгонки и функционирования, но может не иметь мелких деталей, таких как предпочтительный цвет или отделка поверхности. Гарантия на пресс-формы-прототипы составляет до 10 000 циклов.
УЧИТЬ БОЛЬШЕ
Прецизионная пресс-форма для литья под давлением имеет допуски на размеры, контролируемые ниже 1/3 допуска на размеры изделий. Точность пресс-формы зависит от точности размера полости и количества полостей в конструкции, расположения полости, точности поверхности разъема, выбора материала и допуска на размеры. Толщина нижней пластины, опорной пластины и стенки полости, а также размер литника являются важными факторами прецизионной пресс-формы. Инженерное проектирование не менее важно. Форма обычно изготавливается из легированной стали, обладающей высокой механической прочностью.
УЧИТЬ БОЛЬШЕ
Papler Industry Co.,Ltd использует быстрое литье под давлением, технологически управляемый процесс, в котором используется автоматизация производства. CAD-модели отправляются прямо на производственный участок, где начинается фрезерование формы, но в большинстве случаев формы изготавливаются из алюминия, а не из стали. Это позволяет использовать более быструю и экономичную оснастку по сравнению с традиционными стальными формами.
УЧИТЬ БОЛЬШЕ
Конструкция пресс-формы является базовой, но важной частью литья под давлением, независимо от размера и положения литника, размера режущей кромки, вспомогательного потока, технологии охлаждения и эжектора — все это влияет на окончательные результаты литья под давлением. Не будет преувеличением сказать, что дизайн пресс-формы оказывает значительное влияние на рентабельность и качество формованных деталей и вашей продукции.
УЧИТЬ БОЛЬШЕ
Прецизионное литье — это новейшая технология в мире литья пластмасс под давлением. Прецизионное литье — это тип литья пластмасс, который является самым дорогим и сложным процессом проектирования пресс-форм на рынке.
УЧИТЬ БОЛЬШЕ
Прецизионное литье под давлением — это процесс, требующий высокой техники и использования прецизионных форм и прецизионных машин. Процесс прецизионной пресс-формы отличается от обычной литьевой формы, но все же относится к литьевой пресс-форме. Для этого требуется строгий допуск ± 0,01 мм, и он будет обрабатываться с помощью высокоточного станка и техники. Он предъявляет строгие требования к вентиляции, потоку материала и охлаждению, что обеспечивает стабильность параметров формования.
УЧИТЬ БОЛЬШЕ
Сами формы должны быть сконструированы таким образом, чтобы можно было установить различные детали, обеспечить выход воздуха при впрыскивании материала, а затем пропустить охлаждающую жидкость, чтобы охладить всю форму до температуры, достаточной для эффективного охлаждения продукта, чтобы он достаточно затвердел. сниматься и оставаться в форме. Таким образом, как только форма изготовлена, ограничениями являются впрыск и охлаждение в отношении количества продуктов, которые могут быть произведены. Очевидно, что стоимость единицы продукции значительно снижается по мере увеличения срока службы, поскольку пресс-формы могут изнашиваться с течением времени, но обычно их хватает на длительные циклы производства многих десятков тысяч изделий, прежде чем потребуется техническое обслуживание.
УЧИТЬ БОЛЬШЕ
Для достижения цели минимизации затрат в процессе производства автомобильных штамповочных пресс-форм необходимо проводить оптимизацию и усовершенствование, начиная с предварительного проектирования, производства и производственного процесса, а также комплексной отладки производительности после производства. В автомобилестроении и обрабатывающей промышленности снижение стоимости автомобильных штампов при производстве и изготовлении может сохранить конкурентоспособность компании на рынке и не быть устраненной временем.
УЧИТЬ БОЛЬШЕ
Papler Industry Co., Ltd имеет большой опыт в разработке пластиковых форм для литья под давлением и литье под давлением внутренних и наружных пластиковых деталей автомобилей. Наши сотрудники хорошо обучены специализированным методам, таким как литье под давлением и литье поверх, которые необходимы при производстве пластиковых автомобильных деталей с прочной и долговечной структурой. Мы также используем высококачественные пластиковые материалы и передовые технологии для производства каждой детали с безупречной точностью.
УЧИТЬ БОЛЬШЕ
Литье под давлением — это процесс изготовления нестандартных пластиковых деталей путем впрыскивания расплавленного пластика под высоким давлением в металлическую форму. Как и в других формах литья пластмасс, после того, как расплавленный пластик впрыскивается в форму, форма охлаждается и открывается, чтобы обнажить твердую пластиковую деталь. Этот процесс похож на форму для желе, которая заполняется, а затем охлаждается для создания конечного продукта. Эта форма может помочь вам улучшить график производства и увеличить производственные мощности.
УЧИТЬ БОЛЬШЕ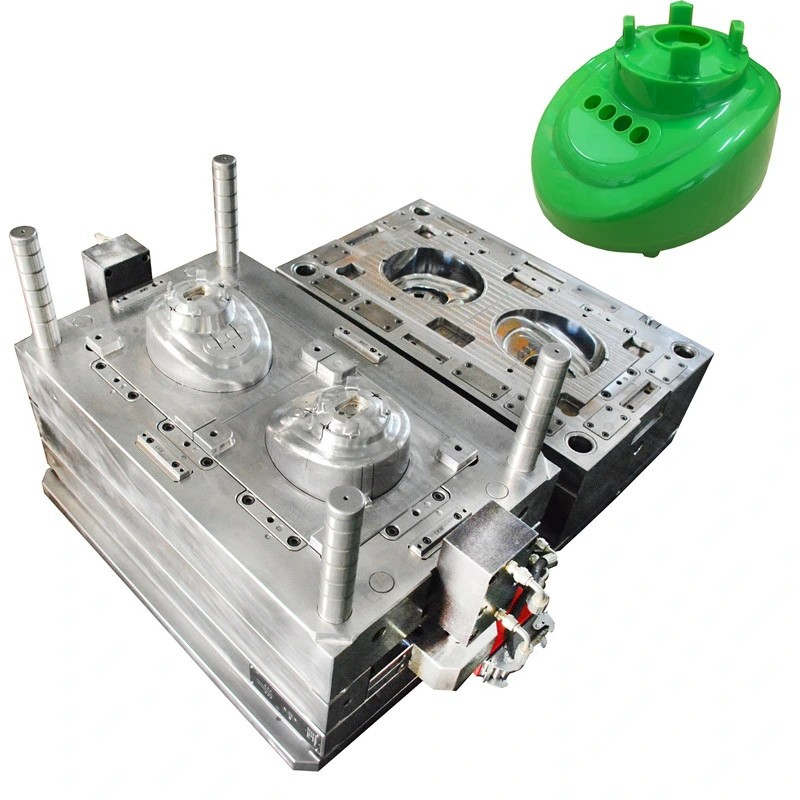
Наш богатый опыт в качестве китайской компании по литью пластмасс под давлением включает в себя производственные возможности для различных отраслей промышленности, пластиковых материалов и специальных надстроек для ваших нестандартных пластиковых деталей.Мы ориентируемся на производственные циклы от 100 до 100 000 единиц на заказ. Мы знаем, что каждый индивидуальный проект по литью под давлением отличается, но каждому клиенту нравятся наши ключевые ценности:Высококачественные пластиковые формы для литья под давлением и нестандартные детали с надежными своевременными поставкамиНепревзойденное внимание к потребностям клиентов благодаря расширенному планированию качестваБыстрые котировки и общение без задержекДружелюбное и компетентное обслуживание клиентов
УЧИТЬ БОЛЬШЕ
Независимо от того, производите ли вы компьютерные компоненты, оборудование для спортивных товаров или автомобильные интерьеры, вы, вероятно, знакомы с литьем пластмасс под давлением. Когда ваши продукты требуют пластиковых деталей, формы для литья пластмасс под давлением от компаний, занимающихся литьем пластмасс под давлением, которые специализируются на этом процессе, обеспечивают наиболее эффективное и одношаговое решение.Компании по литью пластмасс под давлением не все созданы одинаково. Качественная продукция и превосходное обслуживание клиентов являются главными ценностями для бизнеса Papler Industry. Мы считаем, что удовлетворение потребностей наших клиентов с помощью экономичных, инновационных решений и услуг экспертной поддержки является беспроигрышной перспективой.
УЧИТЬ БОЛЬШЕ
Наш опыт в сочетании с новейшими технологиями и оборудованием позволяет Papler Industry производить пресс-формы и формованные детали высочайшего качества, на которые рассчитывают наши заказчики и их клиенты. Как профессиональный производитель пластиковых форм в Китае, некоторые из услуг, которые мы предоставляем в дополнение к литью пластмасс под давлением, включают в себя литье под давлением на заказ, литье прототипов под давлением, литье под давлением и многое другое.
УЧИТЬ БОЛЬШЕ
Пресс-формы для литья под давлением, также называемые штампами, используются для производства широкого спектра литьевых пластмассовых изделий в каждой отрасли. Другие компании могут заключать субподряд на изготовление пресс-форм. Все пресс-формы для литья пластмасс под давлением Papler Industry изготавливаются на нашем специализированном заводе по производству пресс-форм в Мичигане.Изготовление пресс-форм является наиболее трудоемким этапом процесса литья под давлением. Они требуют прецизионной оснастки квалифицированными специалистами. Наши опытные производители инструментов работают вместе с нашими инженерами и инспекторами на протяжении всего процесса строительства, чтобы гарантировать, что все построено точно в соответствии со спецификацией. Такой уровень внимания необходим, потому что даже самая маленькая ошибка может привести к дорогостоящим ошибкам.
УЧИТЬ БОЛЬШЕ
При исследовании компаний, занимающихся литьем пластмасс под давлением, важно знать их философию изготовления пресс-форм и варианты гарантии. После того, как вы вложили средства в высококачественную пресс-форму для литья под давлением, вы получите прочный и точный продукт, который можно использовать снова и снова, цикл за циклом.На пресс-формы нашей компании по литью пластмасс под давлением распространяется неограниченная гарантия на инструменты, действительная до тех пор, пока мы используем ваши производственные детали.
УЧИТЬ БОЛЬШЕ СВЯЖИТЕСЬ С НАМИ
СВЯЖИТЕСЬ С НАМИ Адрес : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Адрес : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 Эл. адрес : roger@ppl2009.com
Эл. адрес : roger@ppl2009.com


 IPv6 ПОДДЕРЖИВАЕТСЯ СЕТЬЮ
IPv6 ПОДДЕРЖИВАЕТСЯ СЕТЬЮ